



Description
FARDELEUSE SOUDEUSE MANUELLE ARIANE M
Depuis juin 2015 la PACK M remplace l’ARIANE M au catalogue de chez ROBOPAC.
Cette FARDELEUSE SOUDEUSE MANUELLE ARIANE M possède un cadre de soudure manuel.
Le châssis est unique et complet.
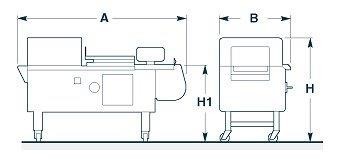
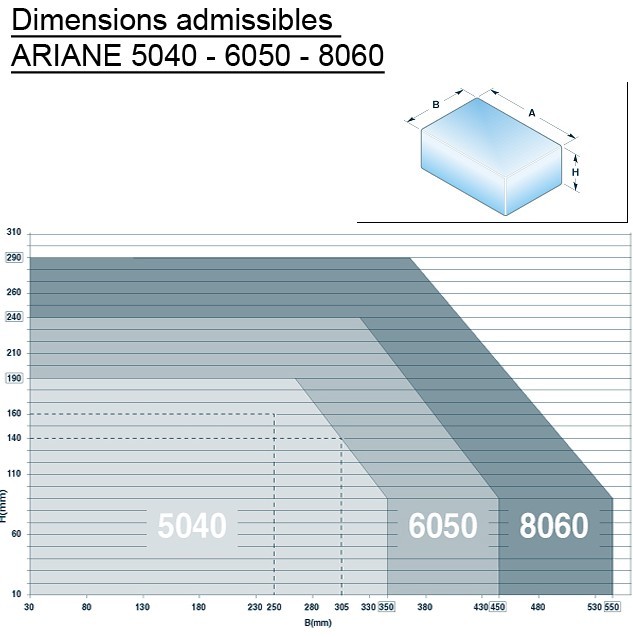
l’ARIANE M est compact et se targue d’une utilisation ULTRA simple. 3 Dimensions de cadre = 3 modèles :
- la plus petite ARIANE 5040 : Cadre de soudure 500 x 400 mm
- la moyenne ARIANE 6050 : Cadre de soudure 600 x 500 mm
- et la grande ARIANE 8060 : Cadre de soudure 800 x 600 mm
Sa productivité est reconnue sur le marché comme des meilleures par rapport à une MICRA ( système à cloche ).
FARDELEUSE SOUDEUSE MANUELLE / descriptif pupitre de commande à touches tactiles :
• réglage du temps de soudure
• ajustement du temps de refroidissement de soudure
• paramétrage du temps d’expulsion du produit
• configuration de la vitesse du convoyeur de la soudeuse maxi 20 m/min
• touche « + » pour incrémenter les valeurs des paramètres
• appui sur « – » pour décrémenter les valeurs de réglage
• choix du programme au nombre de: 3 ( permet de mémoriser des valeurs de paramètres )
• Choix de la température du tunnel de rétraction de 0 à 200° C.
• sélection de la vitesse du convoyeur du tunnel maxi 20 m/min
• réglage de la fréquence d’abaissement automatique du cadre de soudure ( actif sur modèles « A »)
• touche d’affichage du compteur du nombre de produits filmés
FARDELEUSE SOUDEUSE MANUELLE descriptif du fonctionnement :
- Il faut savoir que le sens de travail de la machine est de droite à gauche opérateur face à la machine.
- D’abord l’ARIANE comporte un chariot porte bobine de film et une table de préparation du produit séparés.
- Cela permet de mieux répartir la laize de film en évitant sa dérive particulièrement dans le cas de produits hauts.
- L’opérateur introduit MANUELLEMENT le produit sur la table de préparation ( une moitié du film dossé sur la table, l’autre moitié étant sous la table ).
- Puis l’opérateur pousse le produit depuis la table de préparation jusque sur le convoyeur de la soudeuse entraînant dans le même mouvement le film rétractable.
- D’une part l’opérateur dispose sur le convoyeur de la soudeuse en L le produit entouré de film.
- Ensuite l’opérateur descend le cadre de soudure MANUELLEMENT jusqu’en fin de course.
- A la fin de la course du cadre un micro contact, disposé sur le mouvement du cadre, déclenche le temps de soudure afin que le fil soit chaud à son arrivée sur le film.
- Par ailleurs, une sécurité interdit le lancement d’un deuxième temps de soudure si l’opérateur ne termine pas la course pour une raison quelconque, évitant ainsi une surchauffe du fil de soudure.
- Lorsque le bras a atteint la fin de sa course un électro-aimant, alimenté par le même capteur de déclenchement de la soudure, maintient le cadre en position basse.
- Par conséquent , l’électro aimant, en exerçant une pression entre le cadre et la contre barre de soudure, effectue la coupe et la soudure du film.
- De plus, des presseurs de film exercent dans le même temps une pression sur le film de part et d’autre du fil de soudure afin d’immobiliser le film et de réaliser une soudure avec un film non tendu.
- A la fin du temps de soudure le cadre reste encore en position fermée pendant un deuxième temps pour le refroidissement de la soudure.
- En d’autres termes si le cadre était relevé sans le temps de refroidissement la soudure qui serait encore chaude risquerait d’être mauvaise.
- Au terme de ce dernier temps l’électro-aimant est désactivé et le cadre remonte automatiquement grâce à un ressort de rappel.
- enfin le tapis d’éjection supportant le produit emballé se met en mouvement pour un temps et une vitesse ajustables
- Ainsi, cela assure l’éjection du produit vers le convoyeur du tunnel de rétraction qui, lui, tourne en permanence.
Cette machine possède deux convoyeurs séparés un pour la soudeuse et un pour le tunnel, ce qui permet de gagner du temps.
NB: avec des machines économiques qui possèdent un tapis commun soudeuse et tunnel il est nécessaire d’attendre que le produit soit évacué du tunnel pour en filmer un autre.
La traverse du cadre de soudure côté du tunnel a un décrochement ce qui permet de ne pas se soucier de la position du produit qui vient d’être filmé pour réaliser le produit suivant.
Cette solution assure un gain de temps, notamment avec des produits hauts qui risquent de s’écraser sans ce décrochement, et procure ainsi une meilleure flexibilité à la machine.
Vidéo de démonstration de la l’ARIANE M :